齐车:自主创新铸造世界铁路货车一流品牌
2009-09-09 来源:本站原创 作者:zhutao 浏览次数:
在中国装备制造业中,铁路货车工业是为数不多的主要立足自主创新达到世界先进水平的行业,通过掌握货车核心技术,既满足了国内铁路货运需求,又实现了向发达国家批量出口。始建于1935年的齐齐哈尔轨道交通装备有限责任公司(以下简称齐车公司),历尽沧桑,一直是中国铁路货车设计主导和行业龙头企业,引领着中国铁路货车的技术发展。在某种意义上说,齐车公司发展史,就是中国铁路货车技术发展史。
今天,齐车公司坚持自主创新,以开发铁路货车和起重机市场为导向,以转向架技术为核心,提升独具特色的市场竞争能力,引领中国铁路货车制造行业的发展方向,向世界铁路货车一流品牌大步迈进……
齐车:自主创新铸造世界铁路货车一流品牌
——访齐齐哈尔轨道交通装备公司副董事长、总经理于连友先生
龚志刚/上海报道
于连友,现任齐齐哈尔轨道交通装备有限责任公司副董事长、总经理,教授级高工,兼职博士生导师,一个书卷气甚浓的学者型领导。
今年6月份,在上海召开的第九届国际铁路重载大会间隙,本刊记者对他进行了专访。记者第一次见到他,便发现于连友总经理从里到外透着一股学者的干劲和激情,言谈中透露出学者型官员少有的“实践出真知”,“敢为天下先”的气魄。说到兴奋之处,他稳健的神情配合着有力的手部动作,更显得信心十足,完全调动了周围人的情绪。
自主创新突破铁路货运发展“瓶颈”
“谁把握了技术主导权,谁就把握了竞争主导权。”“技术创新的过程,是一个对事物本质不断认识的过程。是有风险的,是要付出代价的。肯定会出现这样那样的问题,我们有能力、有信心解决这些问题。”对于自主创新,于连友有着深刻的认识与理解。
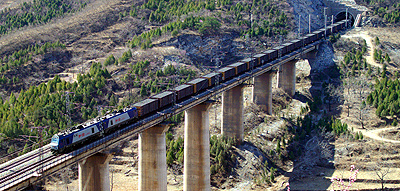
奔驰在大秦线上的中国载重量最大的C80货车,绝对算得上中国铁路货车发展的骄傲,它们也是于连友的骄傲。中国铁路货车单车载重由63吨提升到80吨;运行速度由80公里/小时提升到100公里/小时;列车编组由1万吨提升到2万吨……作为齐车公司副董事长、总经理,于连友接受了大秦线对中国货车技术水平提出的一次又一次挑战,幸运地站在铁路货车升级换代最前沿。

自1985年从西南交通大学毕业,于连友的人生便与这片热土结下了不解之缘。
20世纪90年代以来,中国铁路运输能力紧张局面日益突出,铁路货运每天仅能满足社会需求量的1/3。社会各界对铁路“客运一票难求,货运一车难请”的呼声高涨,成为制约国民经济健康快速发展的“瓶颈”问题,在逐步扩充路网能力的同时,快速提升货车运行速度已成为当务之急。
运动员赛跑,速度和耐力全在腿上,中国铁路货车载重量从单车60吨到70吨,时速由70—80公里到120公里的跨越,也全靠货车“腿”的功力——转向架。因此,实现铁路货运的跨越式发展,关键是突破其核心技术——铁路货车转向架。
1998年由齐车公司牵头,联合北京交通、西南交通和同济大学,铁道科学研究院,四方车辆研究所等单位,采用理论分析与试验研究、技术攻关与产品研发相结合的方式,立足自主创新,开展铁路货车提速关键技术研究,自主研发具有世界先进水平的铁路货车时速120公里提速转向架。1999年年末,齐车公司研制的新型转向架被铁道部定型为转K2型转向架,并以它独特的魅力,通过了部级科技成果鉴定。这标志着中国正式诞生了轴重21吨、时速120公里的具有国际先进水平的货车转向架,实现了中国铁路货车时速由70—80公里提高到120公里升级换代的历史性跨越,创造了中国铁路既有铁路提速重载并举的世界奇迹。
转向架提速核心技术的全面推广应用,全路铁路每年货物周转量从2002年的1.56万亿吨公里提高到2007年的2.3万亿吨公里;取消半年一次的辅修、段修周期由1.5年延长到2年,每年节约检修费用近20亿元,故障率显著下降,,确保了铁路第六次大提速的顺利实施,同时,还带动了中国重载货车技术水平的同步提升和出口货车快速发展,对提高铁路整体运输效率、保障国民经济又好又快发展起到了巨大的推动作用。
于连友郑重地告诉记者,研发设计是龙头,也是制约企业发展的关键环节。于连友通过致力于信息化建设来实现设计手段的现代化。他多方争取,广泛联系,与清华大学联手,企业的并行工程申请到国家863计划,在产品设计领域广泛采用了数字技术,使CAD、CAPP、ERP等设计软件在公司全面推广应用,使设计手段整体迈上了新台阶。
选址、设备选型、安装、调试……基地建设的每一个环节他都精心参与、严格把关。经过近1年的奋斗,一个国内铁路货车企业中规模最大、同行业领先的产品中试基地终于建成。基地拥有包括国内第一台转向架抗菱刚度试验台、车体静强度500吨纵向力试验台、曲线试验台、疲劳试验机、冲角检测仪等现代化试验、检测设备102台(套)。可承担铁路货车整车及各种零部件强度、冲击、压吨、疲劳等多项试验,能够准确进行试验数据的采集和处理。
基地的建成使齐车公司的产品研发工作如虎添翼,不但节省了试验资金,而且提高了产品的可靠性,大大增强了企业的研发实力。一项项技术创新成果从他们手中诞生,不断地满足大秦线的需要。2005年,齐车公司新研制的C80B不锈钢和C80C耐候钢专用运煤敞车通过部级鉴定。2006年伊始,C80B不锈钢运煤敞车正式在齐车公司投入批量生产,以更加满足大秦线上晋煤外运的需求。
大秦铁路能够实现运量从设计之初的1亿吨,发展到2007年的3亿吨,诸多系统技术创新之一的铁路重载运煤专用敞车功不可没。大秦铁路自1989年投入运营以来,齐车公司累计提供C61、C63、C63A、C64、C76、C76BC、C70、C80等车型的运煤敞车将近2万辆,占运煤总车辆的80%%左右,始终是晋煤外运的主力车型。
通过自主创新,齐车公司 在取得一系列成果的基础上,,2008年申报的“轻量化重载货车研制及关键技术应用”与“青藏铁路专用伸缩臂式铁路起重机及配套吊臂平车”2项成果分别获齐齐哈尔市科技进步一、二等奖。“C80/C80B型运煤敞车”、“载重450t落下孔车”、“X4K型集装箱平车”、“重载列车货车用牵引杆”等7项科技成果分别获得北车集团科技成果特等奖及一、二等奖。其中“轻量化重载货车研制及关键技术应用”一项还被推荐参加黑龙江省科技进步奖的角逐。
自主创新引领世界铁路货车先进技术水平
“以前在装备水平方面,我们与先进的制造企业有较大差距,一定程度上制约了铁路货车新结构和新材料的推广应用。一定要在低谷的时候苦练内功,强身健体,一旦形势好转,就能迎风而上,脱颖而出。” 于连友谈起齐车赶超世界铁路货车先进技术水平道路上的艰辛与努力感慨万千、豪气万丈。
新中国成立以来,中国铁路货车经历的两个阶段和实现的三次大的升级换代。中国铁路货车发展的两个阶段是以上世纪50年代中期为分界线的,1949年至1956年是仿制国外产品阶段,1957年至今是自行设计、自主创新阶段。
在中国铁路货车三次大的升级换代中,齐车公司一直发挥了技术主导作用。一是1956-1957年,新中国第一辆自主设计的铁路货车——P13型棚车在齐齐哈尔诞生和载重30吨级货车在中国全面停产,标志着中国铁路货车实现了载重由30吨级向50吨级的第一次升级换代。二是1976-1978年,载重60吨的C62A型通用全钢敞车在齐齐哈尔研制成功和载重50吨级货车在中国全面停产,标志着中国铁路货车实现了载重由50吨级向60吨级、材质由钢木混合向全钢结构的第二次升级换代。三是2005-2006年,载重70吨级C70型通用货车在齐齐哈尔研制成功并率先下线投入运行和载重60吨级货车在中国全面停产,标志着中国铁路货车实现了载重由60吨级向70吨级、时速由70-80公里向120公里的第三次升级换代。
对第三次升级换代的过程,于连友历历在目、深有感触。他说,第三次升级换代的成果,是在党中央“全面建设小康社会”目标和铁道部立足自主创新、走内涵扩大再生产的总体要求下,铁道部运输局统一组织和“产、学、研、用”共同努力下取得的。
为贯彻落实党的十六大提出的“全面建设小康社会”的要求,2003年初铁道部提出了以“快速扩充路网能力,快速提升装备水平”为核心的发展战略。为此,铁道部运输局装备部于2003年3 月3日在北京组织召开了“大秦铁路2万吨重载列车用新一代重载货车技术研讨会”。在这次会议上,时任齐车公司总工程师的于连友作了主题发言,系统阐述了国外铁路重载运输和铁路重载货车发展特点,提出了研制C80型系列新型重载货车的技术方案,即单车载重80吨、自重20吨、时速100公里、列车编组2万吨,以适应大秦线年运量由1亿吨提高到2-4亿吨的运输发展要求,并由此带动中国铁路通用货车技术同步提升,受到了与会领导和专家的一致肯定和高度称赞。
每辆货车轴重由21吨提升到25吨,载重由60吨提升到80吨,自重由23吨降低到20吨,列车运行时速由80公里提升到100公里,列车编组由1 万吨提高到2万吨,大秦线年运量由设计能力1亿吨提高到2亿、3 亿、4 亿吨……看似几个普通数字的变化,却是“轴重、载重、速度、列车编组”四大技术指标的同步提升和有机集成,这在世界没有先例,在中国更是尚属首次。着实对于连友及他带领的研发团队提出了严峻的新挑战。
按照铁道部提出的“先进、成熟、可靠、经济、适用”的技术方针,针对中国的国情和路情,凭借齐车公司多年来的技术储备和人才优势,于连友带领他的研发团队先后研制成功了C80型铝合金、C80B型不锈钢两种运煤专用货车,填补了多项国内空白,满足了大秦线开行2万吨重载组合列车的运输要求,开辟了中国铁路货车重载运输新纪元,使中国铁路货车重载技术一步跨入了世界先进行列。
说起自己的货车产品,于连友掩饰不往内心的骄傲和自豪,如数家珍地向记者介绍C80型铝合金、C80B型不锈钢两种运煤专用货车:这两种新型货车都具有载重大、自重轻、速度快、耐腐蚀以及运行性能好、安全可靠性高的特点。
C80型铝合金车首次采用铝合金轻型新材料和双“浴盆”式铆焊组合新结构,C80B型不锈钢车首次采用铁素体不锈钢轻型新材料和无下侧梁式整体承载焊接新结构,大幅度减轻了车体自重、增加了车辆载重,显著提高了耐腐蚀性能,使得每辆货车载重达80吨、自重20吨,比大秦线既有的C63A型敞车载重提高19吨、自重降低3吨。就是说,每辆货车在自重减轻3吨的情况下,载重却增加了近三分之一,使用寿命延长了3 倍多。现在,中国铁路铝合金、不锈钢货车的设计制造水平,已进入了世界先进行列。目前中国铝合金煤车拥有量为5432辆,是仅低于美国、加拿大之后的世界第三位;不锈钢车拥有量为23000辆,排名世界第一。
这两种货车均采用了高强度16型旋转车钩、17型固定车钩和新型牵引杆,以及锻造钩尾框、大容量缓冲器等高性能连接装备配件,可适应列车牵引吨位由1万吨提高到2 万吨的运输要求,达到了世界重载列车的先进水平。目前中国重载货车用车钩缓冲装置技术水平已处于世界领先地位。
这两种货车均装用了25吨轴重转K6型或转K5型低动力作用转向架,单车最高时速为120公里,2万吨列车最高运行时速可达100公里,比既有1万吨重载列车80公里的运行时速提高25%-50%。此外,齐车公司还成功研制了轴重30吨、32.43吨、35.7吨、40吨等系列货车转向架,并实现了批量出口。现在,中国铁路货车转向架的品种、规格和运行稳定性、使用可靠性等技术性能已达到世界先进水平并接近世界领先地位。
新型运煤专用货车的运用,使大秦线上奔驰的列车真正成为晋煤外运扩能增效的钢铁巨龙。自C80型铝合金、C80B型不锈钢车投入运用以来,大秦线年运量5年迈出5 大步:2004年达1.5亿吨、2005年达2亿吨、2006年达2.5亿吨、2007年达3亿吨、2008年达3.4亿吨,是原设计能力的3.4倍,相当于5 年内又建了2.5条大秦线。目前,大秦铁路年运量和行车密度已成为世界之最。
讲到这里,作为长期致力于中国铁路货车技术创新,一直奋战在货车技术开发最前沿,已成为中国铁路货车技术发展新一代领军者的于连友,停顿了片刻,深情地说:自1998年齐车公司引进具有世界先进水平的美国交叉支撑转向架技术以来,中国铁路货车立足自主创新,用10年的时间走完了美国等发达国家30年走过的路程。特别是近5 年来,以载重70吨级通用货车、载重80吨级专用货车两个技术平台搭建和系列产品开发应用,以及轴重30吨、32.43吨、35.7吨、40吨出口货车开发和批量打入发达国家市场为标志,中国铁路货车技术达到了世界先进水平,中国铁路货车制造业跨上了世界铁路货车先进技术新平台。这是铁道部正确领导和精心组织的结果,是“产、学、研、用”多方共同努力的结晶,我们应倍加珍惜。
筑巢引凤留住一流创新型人才
作为中国铁路货车研发主导企业的齐车公司,其研发能力代表着中国铁路货车领域的最高水准。他们以“为中国和世界铁路提供精良装备”为经营宗旨,瞄准铁路货运产品快捷、重载的发展方向,坚持实施“生产一代、研制一代、构思一代”的产品滚动开发战略,牢牢把握住了中国铁路货车、起重机设计制造的主导权,拥有敞车、棚车、平车、长大货物车、漏斗车、特种车、铁路起重机和车辆配件等8大系列200多个品种的强大产品阵容,不仅保持了公司在国内同行业中的技术领先地位,而且出口到美国、澳大利亚、巴西等二十几个国家和地区,向世界展示了中国铁路货车工业的风采。
以“跟踪世界铁路货车发展动态、引领中国铁路货车发展方向”为己任的齐车公司,领跑中国铁路货车制造业跨上了世界铁路货车先进技术新平台。由此,一直秉承并践行“领跑货车”使命的齐车公司也站在了新的起点上。了解齐车公司的业内人士都深知,齐车人是一支永不满足的团队,“同心共利、勇为先导”的企业精神已深深地铭刻在他们的思想中、体现在行动上,必将向新的更高的目标攀登。
齐齐哈尔是一个偏僻的东北边城,冬天滴水成冰,气候恶劣。由于地域关系,齐车公司在吸引人才方面没有天然优势。来自南方的于连友在这里却一干就是二十多年。
同行企业常来齐车公司“挖墙角”。一个知名的主管工艺师,往往要面对的是百万年薪的诱惑。为了培养、保住研发队伍,于连友花费了大量心血。他理解技术人员们的难处和想法,从尊重知识、爱护人才的理念出发,补充完善了在有关待遇上向研发人员倾斜的规章制度,为研发人员创造良好的工作条件、生活条件、成才环境和发展平台。通过事业育人,感情留人,带出了一支国内一流的铁路货车研发队伍。目前仅公司技术中心有博士1名、教授级高工4名,高级工程师63名,国内知名专家13名。首席设计师5名,主任设计师8名,副主任设计师8名。
这支队伍是于连友最为骄傲和自豪的资本,靠着这支队伍,他们打下了“大秦铁路扩能”等一个又一个硬仗。
于连友说,跨上新平台,我们完成了历史使命;站在新起点,我们进入了“抢占世界铁路货车技术制高点”的新阶段;瞄准新目标,就是要实现齐车公司跨入铁路货车制造业世界前三强,引领世界铁路货车发展的奋斗目标。
于连友介绍说,今年2月11日至12日,齐车公司召开了第一次党代会,确定齐车公司今后一个时期的发展目标是:开拓三大市场,构筑五大单元,实施六大战略,用3-4年打造百亿企业,2020年前跨入铁路货车制造业世界前三强。其核心是:志存高远、追求卓越、勇为先导、挑战极限。
记者了解到,齐车公司不仅在货车核心技术方面达到了国内领先、国际先进水平,而且生产经营也连年攀升,近年来连续迈上新台阶。特别是2008年生产数量突破了万辆大关、销售收入创造了50亿元历史新高。但在新的形势下,要“用3-4年时间打造百亿企业、抢占世界铁路货车技术制高点,用10-12年时间跨入铁路货车制造业世界前三强、引领世界铁路货车发展”的目标是宏伟的,也是极具挑战性的。
于连友坦率而又坚定地说:齐车公司提出的未来一段时期发展战略目标,的确目标宏伟,催人奋进,也极具挑战性,但这是齐车公司的重要责任和历史使命。
面对百年罕见的全球金融危机严重冲击,面对铁路货车制造业竞争日益激烈的新形势,确有众多不确定因素,我们公司也无法独善其身。但做为具有74年发展历史、长期雄居中国铁路货车设计主导和行业龙头企业的齐车公司,要具有共和国货车制造业“长子”的情怀,要展现货车设计主导企业的风范,要勇敢担起行业龙头企业的重要责任和历史使命。具体讲就是要带头加强铁路货车基础理论和关键、共性技术研究,完善以政府为导向、以企业为主体,“产、学、研、用”相结合的技术创新体系,搭建重载、提速、快捷货车技术平台和产品平台,构建具有中国特色的、优于世界先进水平的中国铁路货车标准体系,不断开发、制造铁路货车新产品,确保企业长足发展、带动货车制造行业共同进步,满足铁路运输发展需要,推动中国铁路货车达到世界领先水平,引领世界铁路货车发展。
"为中国和世界铁路提供精良装备"是齐车人的光荣使命。作为总经理的于连友深知这个使命的重量。他正带领他的团队站在铁路货车升级换代最前沿,等待着新一轮挑战的来临。

个人链接:
于连友,男,1963年2月出生;教授级高工,兼职博士生导师。1985年西南交通大学毕业、获工学学士学位,2008年7月北京交通大学研究生毕业、获工学硕士学位。1985年分到齐齐哈尔车辆厂(现齐车公司)从事铁路货车开发设计工作,1992年任设计组长、1997年任设计处长、2001年以来任公司副总工程师,副总经理、总工程师、副总经理兼总工程师、教授级高工。2008年12月任公司副董事长、总经理。同时还兼任中国铁道学会货车学组常务副组长、特种货车学组副组长;北京交大、南京航空航天大学兼职教授,大连交大兼职博士生导师;《铁道车辆》、《国外铁道车辆》、《铁路机车车辆工艺》期刊编委;铁道部、国家科学技术进步奖评审专家。

公司链接:
齐齐哈尔轨道交通装备有限责任公司始建于1935年,是中国铁路货车、起重机设计制造主导企业和出口基地,1998年改制为国有独资公司,现隶属于中国北车股份公司。公司是以铁路货车新造、修理、铁路起重机造修、铁路车辆配件制造四大单元为核心业务的大型企业集团,现拥有齐齐哈尔、牡丹江、大连、哈尔滨四个制造基地,年生产能力:新造铁路货车12000辆,修理铁路货车9000辆,造修铁路起重机30台,车辆关键核心配件15000辆,建国以来累计新造铁路货车近30万辆,产品国内市场占有率20%以上,公司拥有固定资产总额42亿元,各类设备8540台(套), 被誉为中国铁路工业的" 掌上明珠 "。
公司瞄准世界先进水平,实施大规模技术改造。先后从美国、德国等国家引进了车轴车轮精加工及组装生产线、铸钢气冲造型线、铸钢树脂砂造型生产线等9 条具有世界先进水平的生产线,对十条基础工艺生产线进行大规模的技术改造,CAD、CAPP、OA、ERP 等现代技术手段和管理手段的全面推广应用,使公司实现了技术现代化、管理现代化和信息现代化。公司顺利通过了美国AAR协会M—1003质量体系、ISO9001质量体系、GB/T24001环境管理体系和GB/T28001职业健康安全管理体系的认证和复评,先后荣获国际质量金星奖、世界质量保证奖、国际质量皇冠奖和国际优秀商业信誉最高质量金奖,并跻身中国机械500强和世界铁路运输装备制造业500强企业行列。公司坚持实施产品滚动开发战略,牢牢把握住了中国铁路货车、起重机设计制造的主导权,拥有敞车、棚车、平车、长大货物车、漏斗车、罐车、特种车、铁路起重机和车辆配件等9大系列200多个品种的强大产品阵容,不仅保持了公司在国内同行业中的技术领先地位,而且出口到亚、欧、美、非、澳五大洲的十几个国家和地区,向世界展示了中国铁路工业的风采。尤其是在中国铁路第六次大提速新型货车研制过程中发挥了主导作用,研制的C70型敞车等10多种新型货车领跑了中国铁路货车新一轮的升级换代。
- 上一篇:世界重载铁路运输的发展与展望
- 下一篇:卡特彼勒:努力实现与中国可持续发展战略的共赢