
Page 64 - 世界轨道交通-202001期
P. 64
TECHNOLOGY AND APPLICATION 技术与应用
轮轴检修过程管理系统的设计与应用
◎ 谢涵超 李兵 吴玉明 唐保刚
车轮轴管理是铁路客车管理重要组 简易性:使用
客 成部分,是关系着客车运用安全的 图形化界面和“人性
重要保障环节。铁路客车轮轴运用的管 化”界面使用户易操
理面临着各项轮轴故障采集、汇总、统 作,现场用户通过人脸
计和分析困难的难题;而检修更是车辆 识别触摸即可完成大部
检修工作中的重要环节,由于其技术含 分的工作。
量高,工序划分较为细致,工作者的责 可靠性:可靠
任较大,过去各工序间的原始资料填写 是系统首先应该保证
均由手工完成,特别是轮轴检修工作涉 的,应具有较强的容错
及的检修单、查询和统计的报表较多, 及故障恢复能力,出现
靠人工来完成这些工作,必然带来巨大 意外时,能够保证重要
的困难,同时也制约了客车轮轴检修信 数据不丢失,避免灾难
息化的进程。 性后果发生。
客车车辆段担负着客车轮轴检修 安全性:在本应
的重大任务,为了实现客车轮对、轴承 用系统中,对资源进行
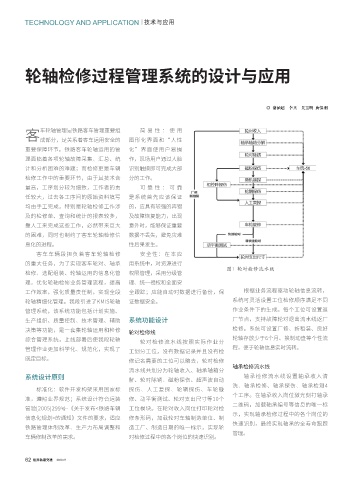
图1 轮对检修流水线
检修、选配组装、轮轴运用的信息化管 权限管理,采用分级管
理,优化轮轴检修业务管理流程,提高 理、统一授权和全面安
工作效率,强化质量责任制,实现全段 全跟踪;应能自动对数据进行备份,保 根据业务流程驱动轮轴信息流转,
轮轴精细化管理。我段引进了KMIS轮轴 证数据安全。 系统可灵活设置工位检修顺序满足不同
管理系统,该系统功能包括计划实施、 作业条件下的生成。每个工位可设置返
生产组织、质量控制、技术管理、辅助 系统功能设计 厂节点,支持故障轮对退出流水线返厂
决策等功能,是一套集轮轴运用和检修 检修。系统可设置厂修、新租装、良好
轮对检修线
综合管理系统,上线部署后使我段轮轴 轮轴存放少于6个月、换制动盘等个性流
轮对检修流水线按照实际作业分
管理作业更加科学化、规范化,实现了 程,便于轮轴信息实时流转。
工划分工位,没有数据记录并且没有检
既定目标。
修记名需要的工位可以略去,轮对检修
轴承检修流水线
流水线共划分为轮轴收入、轴承轴箱分
系统设计原则 轴承检修流水线设置轴承收入清
解、轮对除锈、磁粉探伤、超声波自动
洗、轴承检修、轴承探伤、轴承检测4
标准化:软件开发构架采用国家标 探伤、人工复探、轮辋探伤、车轮镟
个工序。在轴承收入岗位激光刻打轴承
准,遵照业界规范;系统设计符合运装 修、动平衡测试、轮对支出尺寸等10个
二维码,加载轴承编号等信息的唯一标
管验[2005]299号-《关于发布<铁路车辆 工位模块。在轮对收入岗位打印轮对检
示,实现轴承检修过程中的各个岗位的
信息化规划>的通知》文件的要求,适应 修条形码,加载轮对车轴制造单位、制
快速识别,最终实现轴承的全寿命跟踪
铁路管理体制改革、生产力布局调整和 造工厂、制造日期的唯一标示,实现轮
管理。
车辆修制改革的需求。 对检修过程中的各个岗位的快速识别。
62 世界轨道交通 2020.01
轨道202001-内文.indd 62 2020/1/3 20:26:27